 | CRL E2 | • CRL Brand Lever action switch for the Electric Guitar Market • 2 poles with 3 and 5 positions • Made in the USA • 1.5 A @ 28 VDC, 0.5 A @ 115VAC |
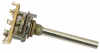
 | D1 | • Small 1” Diam. switch designed to MIL-SPEC 3786 SR05 ruggedness • Up to 12 positions per pole • Index Angles: 30˚, 36˚, 45˚ • 0.55 A @ 28 VDC, 0.25 A @115VAC |
 | D2 | • Commercial Small and Robust, 1” square • Panel and PC mount, up to 12 positions per pole • Index Angles: 30˚, 36˚, 45˚, 60˚ • 0.55 A @ 28 VDC, 0.25 A @115VAC |
D3 | • Commercial and robust with design flexibility and many optional features • 1.312 Diam. • Up to 12 positions per pole • Index Angles: 30˚, 60˚ • MIL-S-3786/03 • 1.5 A @ 28 VDC, 0.5 A @115VAC | |
 | D4 | • Commercial and robust with design flexibility and many optional features • 1.437 Diam. • Up to 12 positions per pole • Index Angles: 30˚, 60˚ • 1.5 A @ 28 VDC, 0.5 A @115VAC • MIL-S-3786/02 |
 | D5 | • Designed for printed circuit board mounting • 1.437” Diam., up to 12 positions per pole • Index Angle: 30˚ • 1.5 A @ 28 VDC, 0.5 A @ 115VAC |
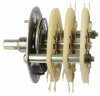
 | D6 | • Superior index provides smooth, reliable feel • 1.687” Diam., up to 12 positions per pole • Index Angles: 30˚, 36˚, 45˚, 60˚ • 1.5 A @ 28 VDC, 0.5 A @ 115VAC |
 | D7 | • Constructed for a higher contact rating • 1.875” Diam., up to 12 positions per pole • Index Angles: 30˚, 60˚ • 2.25 A @ 28 VDC, 1 A @ 115VAC |
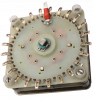
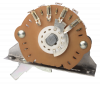
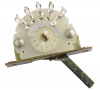
 | D8 | • Commercial switch provides up to 18 positions per pole • 2.312” Diameter • Index Angle: 20˚ • 2.25 A @ 28 VDC, 1 A @ 115VAC |
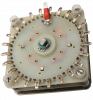
 | D9 | • Commercial switch provides up to 24 positions per pole • 2.312” Diameter • Index Angle: 15˚ • 1.5 A @ 28 VDC, 0.25 A @ 115VAC |
E3 | • Designed for Momentary action, 1.5” Diameter • standard construction with 2 or 3 positions • Index Angle: 30˚ • 1.5 A @ 28 VDC, 0.5 A @ 115VAC | |
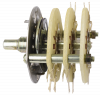
 | E4 | • Highest current rating @ 11 A switching • 2.813” Diam., up to 17 positions per pole • Ceramic construction • Index Angle: 20˚ |
 | M6 | • High reliability, available up to 32 positions • Designed to MIL-SPEC 3786/40 • 1.75” Square • 0.5 A @ 28 VDC, 0.125 A @115VAC |
 | M7 | • High reliability, available up to 48 positions • designed to MIL-SPEC 3786/15 • 2.5” Square • 0.5 A @ 28 VDC, 0.125 A @115VAC |
 | Oak 6MLR | • Oak Grigsby Brand Lever action switch for the Electric Guitar Market • 2 and 4 pole versions • Up to 6 positions • Solder and PC Terminals • 1.5 A @ 28 VDC |
 | SMLR | • Miniature Lever action switch, Small and Compact • Up to 4 positions • Solder and PC Terminals • .550 A @ 28 VDC |
 | A Type | • Small and robust, 1” diameter, • Panel and PC mount, up to 12 positions • Index Angles: 30˚, 36˚, 45˚, 60˚ • 1 A @ 28 VDC |
 | F Type | • Commercial • 1.25” Diam., up to 12 positions • Index Angles: 30˚, 36˚, 45˚, 60˚, 90˚ • 2.0 A @ 28 VDC |
 | SK Type | • Commercial • 1.3” Diam., up to 12 positions • Index Angles: 30˚, 36˚, 45˚, 60˚, 90˚ • 1.5 A @ 28 VDC |
 | 4M Type | • Commercial • 1.5” Diam., up to 12 positions • Index Angles: 30˚, 36˚, 45˚, 60˚, 90˚ • 1.5 A @ 28 VDC |
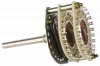
 | 7M Type | • Commercial • 2.2” Diam., up to 24 positions • Index Angles: 12.85˚, 15˚,18˚, 20˚, 22.5˚ • 1.5 A @ 28 VDC |
 | LK Type | • Commercial and Standard rated at 1.0 A, • 1.875” Diam., 18 or 20 positions • Index Angles: 20, 40 • 1 A @ 28 VDC |
 | RK Type | • Commercial and Standard rated at 1.0 A, • 1.875” Diam., 18 or 20 positions • Index Angles: 18, 36 • 1 A @ 28 VDC |